







Мабільны партальны свідравальны станок з ЧПУ PD16C з падвойным сталом




| Пункт | Назва параметра | Значэнне параметра |
| Талеркапамер | Талеркатаўшчыня перакрыцця | Макс. 80 мм |
| Шырыня*даўжыня | 1000 мм × 1650 мм 1 штука | |
| 825 мм × 1000 мм 2 шт. | ||
| 500 мм × 825 мм 3 штукі | ||
| Дыяметр свердзела | Φ12 мм-Φ50 мм | |
| Метад зменнай хуткасці | Плыўная змена хуткасці інвертарам | |
| Хуткасць кручэння(RPM) | 120—560 аб/мін | |
| Апрацоўка стужкі | Гідраўлічная бесступенькавая рэгуляванне хуткасці | |
| Талерказаціск | Таўшчыня заціску | 15—80 мм |
| Колькасць заціскных цыліндраў | 12个 | |
| Сіла заціску | 7,5 кН | |
| Рухавік | Рухавік шпіндзеля | 5,5 кВт |
| Рухавік гідраўлічнага помпы | 2,2 кВт | |
| Рухавік канвеера для стружкі | 0,4 кВт | |
| Рухавік помпы астуджэння | 0,25 кВт | |
| Серварухавік восі X | 1,5 кВт | |
| Серварухавік восі Y | 1,0 кВт | |
| Памер машыны | Даўжыня*шырыня*вышыняt | каля 3160*3900*2780 мм |
| Уайт | Машына | каля 4000 кг |
| Сістэма выдалення стружкі | каля 400 кг | |
| Інсульт | Вось X | 1650 мм |
| Вось Y | 1000 мм |
1. Гэтая машына ў асноўным складаецца з станіны, партальнага стала, транспазіцыйнага стала (падвойнага стала), свідравальнай галоўкі, гідраўлічнай сістэмы, сістэмы кіравання, цэнтралізаванай сістэмы змазкі, сістэмы выдалення стружкі, сістэмы астуджэння, хутказменнага патрона і г.д.
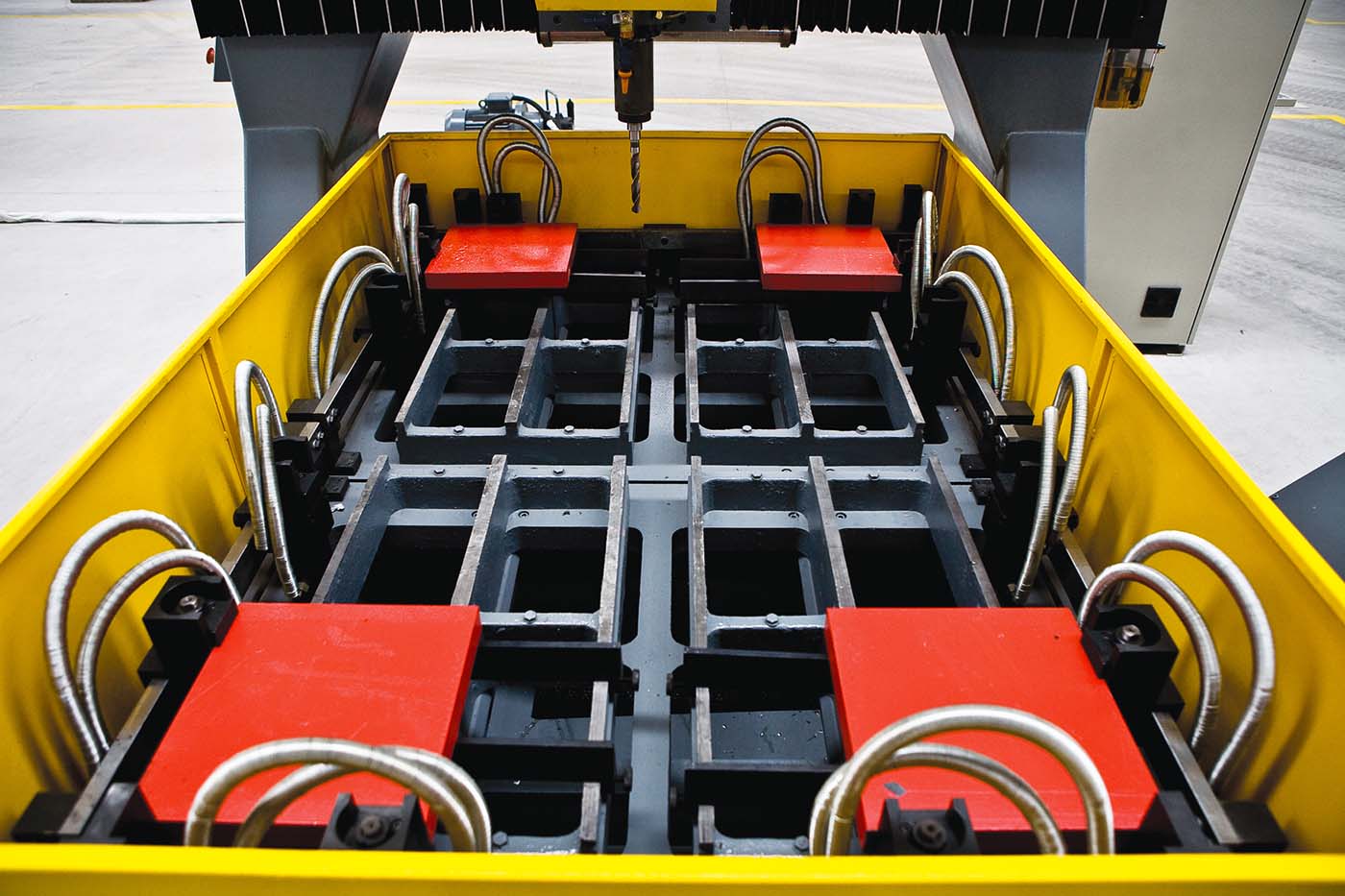
2. Гэтая машына мае тып нерухомай станіны і рухомага партальнага стала. Партальны стан, станіна і працоўны стол — гэта зварныя канструкцыі, і пасля апрацоўкі старэннем дакладнасць стабільная. Пліта заціскаецца гідраўлічнымі заціскамі, а аператар кіруецца нажным перамыкачом, што зручна і эканоміць працу;


3. Гэты станок мае 2 восі з ЧПУ: рух партальнага стала (вось x); рух свідравальнай галоўкі па бэльцы партальнага стала (вось y). Кожная вось з ЧПУ кіруецца дакладнай лінейнай накіроўвалай роліка, якая прыводзіцца ў рух непасрэдна ад серварухавіка пераменнага току + шарыкавага шрубы. Гнуткі рух і дакладнае пазіцыянаванне.
4. Гідраўлічная галоўка з аўтаматычным кіраваннем ходам свідравальнай галоўкі — гэта запатэнтаваная тэхналогія нашай кампаніі. Няма неабходнасці ўсталёўваць якія-небудзь параметры перад выкарыстаннем, а пераключэнне паміж хуткім перамотваннем наперад, рабочым перамотваннем наперад і хуткім перамотваннем назад ажыццяўляецца аўтаматычна дзякуючы сумеснаму ўздзеянню электрагідраўлікі.
5. Гэты станок выкарыстоўвае цэнтралізаваную сістэму змазкі замест ручнога кіравання, каб забяспечыць добрую змазку функцыянальных дэталяў, павысіць прадукцыйнасць станка і падоўжыць тэрмін яго службы.
6. Праграма кіравання выкарыстоўвае праграмнае забеспячэнне для камп'ютэрнага праграмавання, якое сумяшчаецца з праграмуемым кантролерам, распрацаваным нашай кампаніяй.



Кароткі профіль кампаніі  Інфармацыя пра завод
Інфармацыя пра завод  Гадавая вытворчая магутнасць
Гадавая вытворчая магутнасць  Гандлёвыя здольнасці
Гандлёвыя здольнасці 
Катэгорыі прадуктаў
-

Свідравальны станок з ЧПУ PLD2016 для сталёвых пласцін
-

Партальны мабільны свідравальны станок з ЧПУ PLD3030A і PLD4030...
-

Свідравальны станок з ЧПУ PD30B для пласцін
-

Тэхнічны дакумент PDDL2016 тыпу Інтэлектуальны...
-

Партальны мабільны свідравальны станок з ЧПУ PLD7030-2
-

Свідравальны станок з ЧПУ PHD2020C для сталёвых пласцін