






Мабільны свідравальны станок з ЧПУ серыі PLM




| Iтэм | Nэмэ | параметр | |||
| PLM3030-2 | PLM4040-2 | PLM5050A-2 | PLM6060-2 | ||
| Максімальная апрацоўкаматэрыялпамер | Даўжыня х шырыня | 3000*3000 мм | 4000×4000 мм | 5000×5000 мм | 5000×5000 мм |
| Максімальная таўшчыня апрацаванай пліты | 250 мм, Маштабуецца да 380 мм | ||||
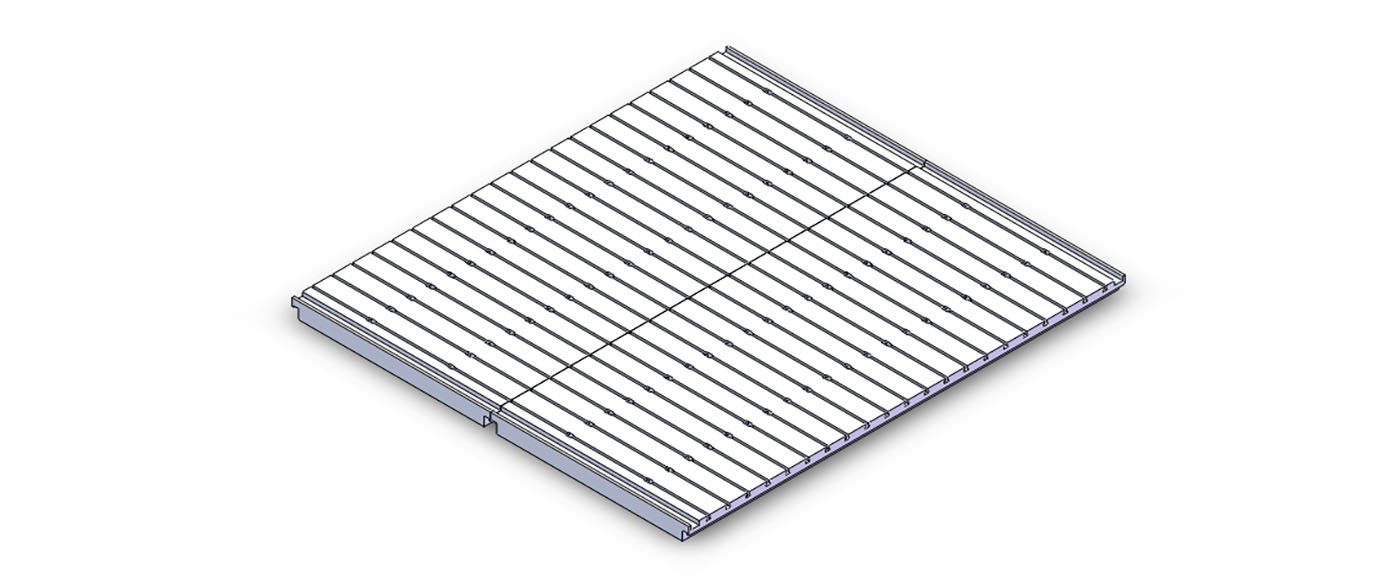
| Працастол | Памер варштата | 3500×3000 мм | 4500×4000 мм | 5500×4000 мм | 5500×4000 мм |
| Шырыня Т-вобразнай пазы | 28 мм | ||||
| Lгрузаносны | 3tна/㎡ | ||||
| БурэннеВерацень | Максімумбурэннедыяметр адтуліны | φ60 мм | |||
| Максімальнае суадносіныДаўжыня інструмента ў параўнанні з дыяметрам адтуліны | ≤10(Каронакарбіддрыль) | ||||
| ВераценьRPM | 30-3000 аб/мін | ||||
| Конуснасць шпіндзеля | БТ50 | ||||
| Магутнасць рухавіка шпіндзеля | 2×22 кВт | ||||
| Максімальны крутоўны момант шпіндзеляn≤750 аб/мін | 280 Нм | ||||
| Адлегласць ад ніжняга тарцаверацянода працоўнага стала | 280—780 мм (Адрэгулюйце ў адпаведнасці зматэрыялтаўшчыня) | ||||
| Падоўжнае перамяшчэнне партальнай часткі (па восі x) | Максімальны ход | 3000 мм | 4000 мм | 5000 мм | |
| Хуткасць руху па восі X | 0—8 м/мін | ||||
| Магутнасць серварухавіка восі X | 2×2,7 кВт | ||||
| Pдакладнасць пазіцыянавання | Вось X、Вось Y | 0.06 мм/ цэлыінсульт | 0.08 мм/ цэлыінсульт | 0.10 мм/ цэлыінсульт | |
| Паўтарыце дакладнасць пазіцыянавання | Вось X、Вось Y | 0,035mm/ цэлыінсульт | 0.04 мм/ цэлыінсульт | 0.05 мм/ цэлыінсульт | |
| Гідраўлічная сістэма | Ціск / расход гідраўлічнага помпы | 15 МПа / 25 л/мін | |||
| Магутнасць рухавіка гідраўлічнага помпы | 3,0 кВт | ||||
| Пнеўматычная сістэма | Ціск падачы паветра | 0,5 млнpa | |||
| Выдаленне стружкі і астуджэнне | Тып канвеера для стружкі | Плоскі ланцуг | |||
| Колькасць канвеераў для стружкі | 2 | ||||
| Хуткасць выдалення стружкі | 1 м/мін | ||||
| Магутнасць рухавіка канвеера для стружкі | 2×0,75 кВт | ||||
| Рэжым астуджэння | Унутранае астуджэнне + знешняе астуджэнне | ||||
| Максімальны ціск | 2 МПа | ||||
| Максімальны паток | 2×50 л/мін | ||||
| Электрычная сістэма | ЧПУ | Сіменс 828D | |||
| ЧПУвосьНумар | 6 | ||||
| Агульная магутнасць рухавіка | Каля 75 кВт | ||||
| Габарытныя памеры станка | Даўжыня × Шырыня × Вышыня | Пра нас 8 м × 8 м × 3 м | Пра нас9м×9м×3 м | Пра нас10м×10м×3 м | Пра нас10м×10м×3 м |
| Агульная вага станка | Каля 32 тон | Пра нас40t | Пра нас48t | ||
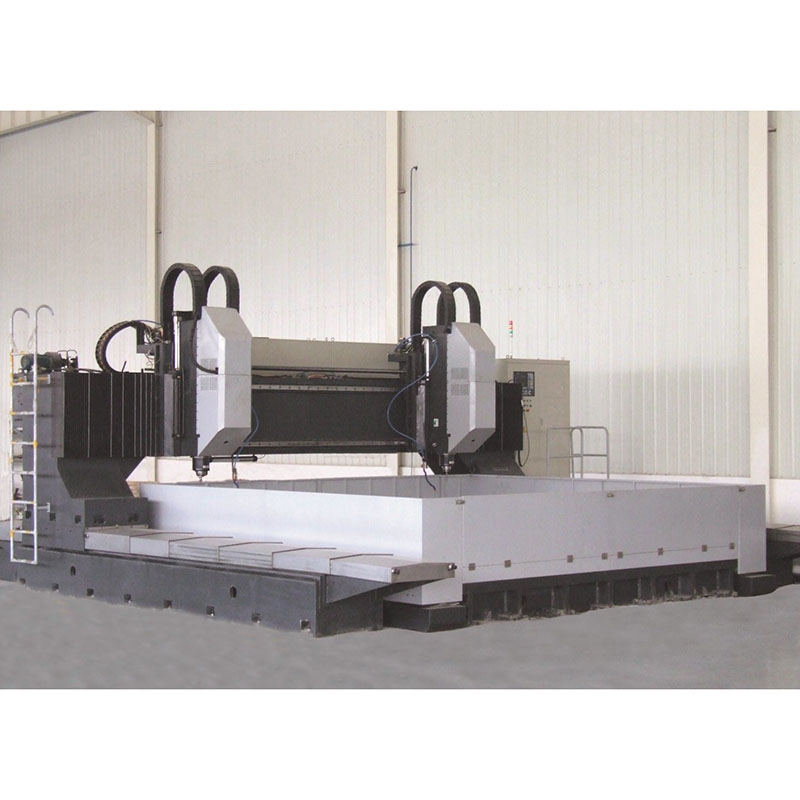
1. Гэтая машына ў асноўным складаецца з станіны і калоны, бэлькі і гарызантальнага раздвижного стала, вертыкальнай блок-сістэмы для свідравання, працоўнага стала, канвеера для стружкі, гідраўлічнай сістэмы, пнеўматычнай сістэмы, сістэмы астуджэння, цэнтралізаванай сістэмы змазкі, электрычнай сістэмы і г.д.

2. Высокажорсткая аснова падшыпніка, падшыпнік выкарыстоўвае спецыяльны высокадакладны шрубавы падшыпнік. Звышдоўгая мантажная паверхня забяспечвае восевую калянасць. Падшыпнік папярэдне зацягнуты контргайкай, а хадавы шруба папярэдне нацягнуты. Велічыня расцяжэння вызначаецца ў залежнасці ад цеплавой дэфармацыі і падаўжэння хадавога шрубы, каб гарантаваць, што дакладнасць пазіцыянавання хадавога шрубы не зменіцца пры павышэнні тэмпературы.
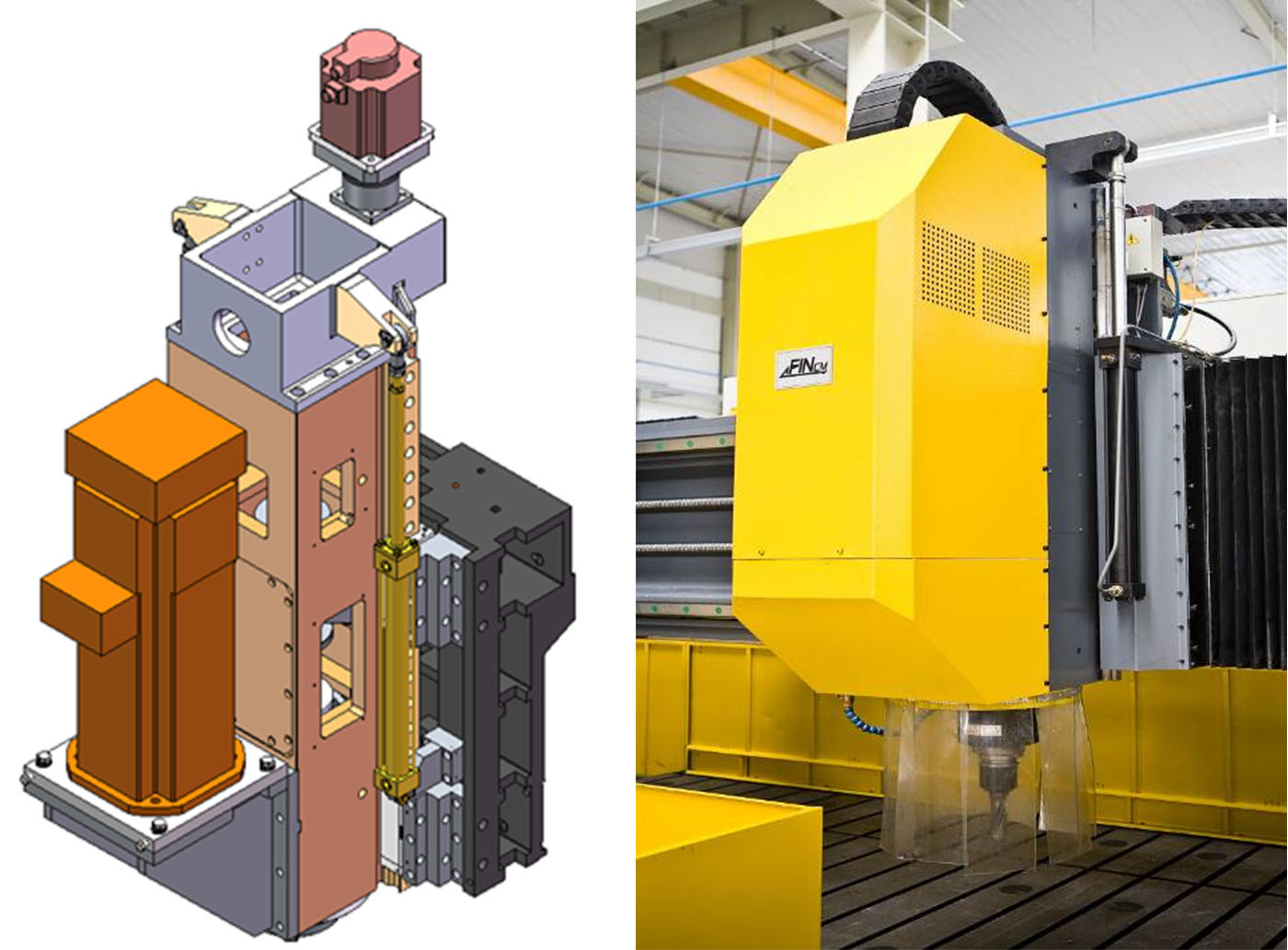
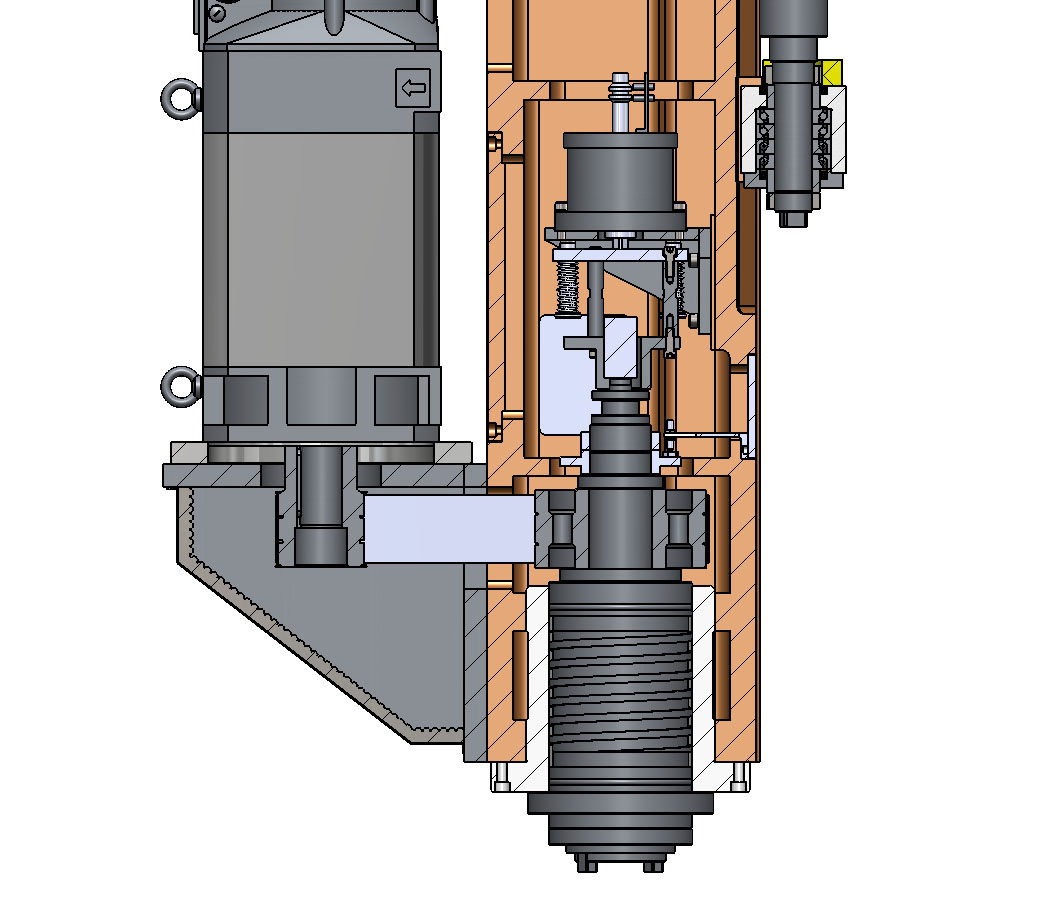
Свідравальная і фрэзерная галоўка
3. Вертыкальны рух (па восі Z) сілавой галоўкі ажыццяўляецца парай лінейных ролікавых накіроўвалых, размешчаных на плунжеры, якія маюць добрую дакладнасць накіроўвалых, высокую ўстойлівасць да вібрацыі і нізкі каэфіцыент трэння. Шарыкавы вінт прыводзіцца ў рух серварухавіком праз дакладны планетарны рэдуктар, які мае высокую сілу падачы.
4. Гэты станок мае два плоскія ланцуговыя канвееры для стружкі, размешчаныя з абодвух бакоў працоўнага стала. Жалезная стружка і астуджальная вадкасць збіраюцца ў канвееры для стружкі, і жалезная стружка транспартуецца да канвеера для стружкі, што вельмі зручна для выдалення стружкі; астуджальная вадкасць перапрацоўваецца.
5. Гэтая машына мае два спосабы астуджэння — унутранае і знешняе, што забяспечвае дастатковую змазку і астуджэнне інструмента іматэрыялпадчас рэзкі стружкі, што лепш гарантуедрыльякасць. Халадзільная камера абсталявана кампанентамі выяўлення ўзроўню вадкасці і сігналізацыі, а стандартны ціск астуджэння складае 2 МПа.
Дакладны шпіндзель
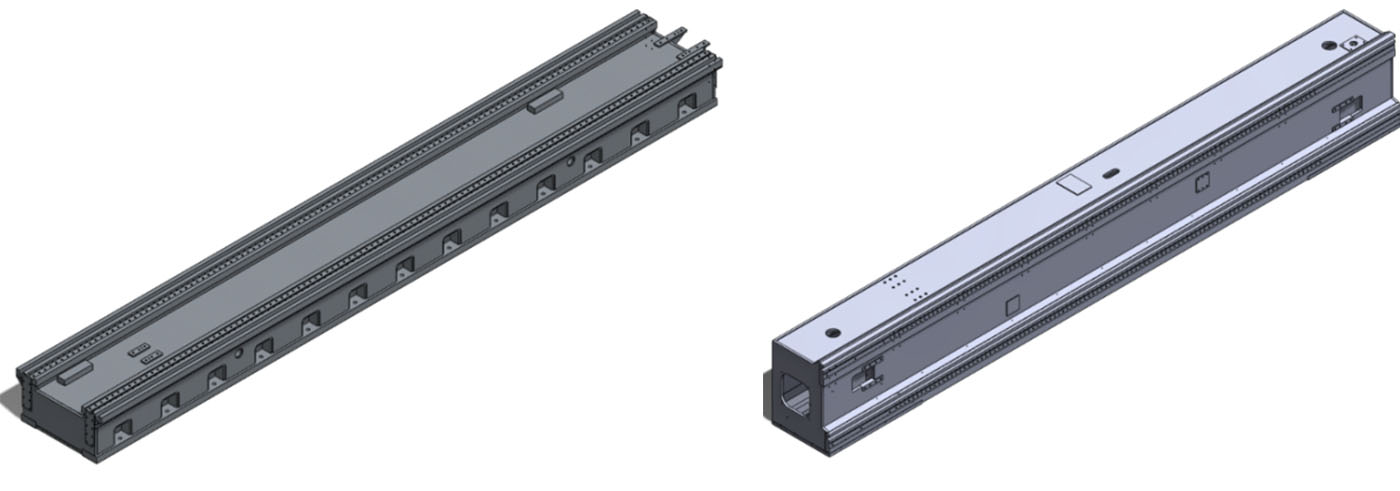
6. Накіроўвалыя рэйкі па восі X з абодвух бакоў машыны абсталяваны ахоўнымі чахламі з нержавеючай сталі, а накіроўвалыя рэйкі па восі Y — гнуткімі ахоўнымі чахламі з абодвух канцоў.

Канвеер для стружкі
Ахаладжальная прылада
Аўтаматычная прылада змазкі
7. Гэтая машына таксама абсталявана фотаэлектрычным датчыкам краёў для палягчэння пазіцыянавання круглай пласціны.

Сістэма ЧПУ Siemens
| НЕ. | Імя | Брэнд | Краіна |
| 1 | Лінейная накіроўвалая рэйка | HIWIN або PMI | Тайвань, Кітай |
| 2 | Сістэма кіравання ЧПУ | Сіменс | Германія |
| 3 | Серварухавік і драйвер | Сіменс | Германія |
| 4 | Дакладны шпіндзель | KENTURN або SPINTECH | Тайвань, Кітай |
| 5 | Гідраўлічны клапан | ЮКЕН АБО Джастмарк | Японія |
| 6 | Алейны помпа | Justmark | Тайвань, Кітай |
| 7 | Аўтаматычная сістэма змазкі | БІЮР АБО ГЕРГ | ЗША ці Японія |
| 8 | Кнопкі, індыкатары і іншыя асноўныя электрычныя кампаненты | ШБАЙДЭР/АББ | Францыя /Германія |
Заўвага: Вышэйпаказаны пастаўшчык з'яўляецца нашым стандартным пастаўшчыком. Ён можа быць заменены на кампаненты такой жа якасці іншай маркі, калі вышэйпаказаны пастаўшчык не можа паставіць кампаненты ў выпадку якіх-небудзь асаблівых абставін.



Кароткі профіль кампаніі  Інфармацыя пра завод
Інфармацыя пра завод  Гадавая вытворчая магутнасць
Гадавая вытворчая магутнасць  Гандлёвыя здольнасці
Гандлёвыя здольнасці 
